
विकृत मछली के शीर्ष की मरम्मत के लिए डाउनहोल फिशिंग और मिलिंग टूल जंक टेपर मिल्स




विवरण:
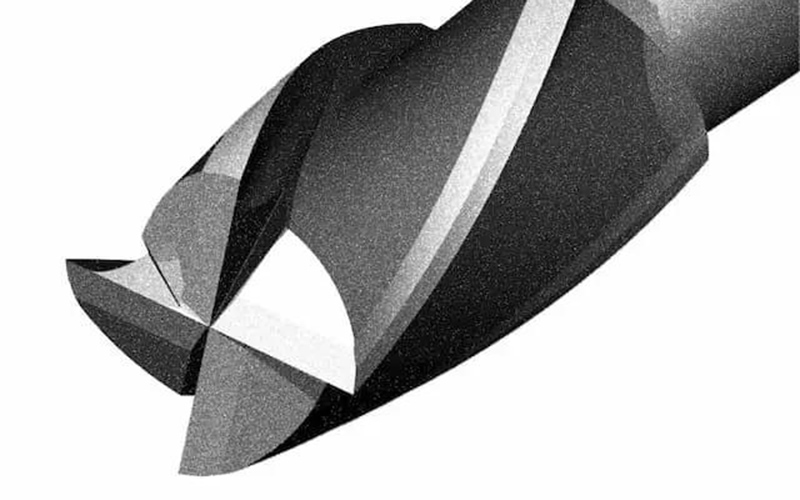
एंड मिल
इन उपकरणों का तल आमतौर पर सपाट होता है लेकिन हमेशा नहीं। गोल और त्रिज्या वाले कटर भी उपलब्ध हैं। एंड मिल्स इस अर्थ में ड्रिल के समान हैं कि वे अक्षीय रूप से काट सकते हैं। हालाँकि, मिलिंग का लाभ पार्श्व कटिंग की संभावना में निहित है।
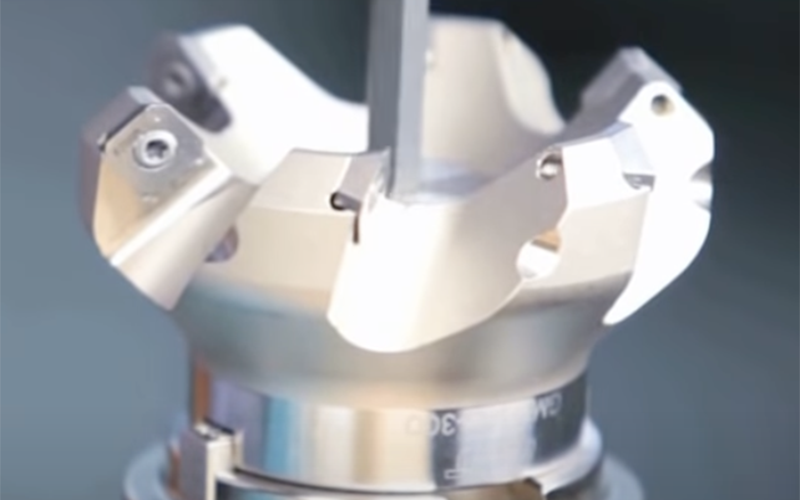
फेस मिल
फेस मिलें अक्षीय रूप से नहीं काट सकतीं। इसके बजाय, काटने वाले किनारे हमेशा काटने वाले सिर के किनारों पर स्थित होते हैं। काटने वाले दांत बदली जाने योग्य कार्बाइड आवेषण हैं।
यह कटिंग की अच्छी गुणवत्ता बनाए रखते हुए उपकरण के जीवनकाल को लंबा बनाता है।

बॉल कटर
बॉल कटर, जिसे बॉल मिल के रूप में भी जाना जाता है, में अर्धगोलाकार काटने की युक्तियाँ होती हैं। इसका उद्देश्य लंबवत फलकों के लिए कोने की त्रिज्या बनाए रखना है।
स्लैब मिल
आधुनिक सीएनसी मशीनिंग केंद्रों में स्लैब मिलें इतनी आम नहीं हैं। बल्कि, बड़ी सतहों को जल्दी से मशीनीकृत करने के लिए इन्हें अभी भी मैन्युअल मिलिंग मशीनों के साथ उपयोग किया जाता है। इसीलिए स्लैब मिलिंग को अक्सर सतह मिलिंग भी कहा जाता है।
स्लैब स्वयं धुरी और समर्थन के बीच क्षैतिज स्थिति में घूमता है।


साइड-एंड-फेस कटर
अंत मिल के लिए एक पूर्ववर्ती। साइड-एंड-फेस कटर में परिधि के साथ-साथ एक तरफ भी दांत होते हैं। यह कार्यक्षमता को अंत मिलों के समान बनाता है लेकिन अन्य प्रौद्योगिकियों की प्रगति के साथ पिछले कुछ वर्षों में उनकी लोकप्रियता कम हो गई है।
गियर कटर को शामिल करें
इनवॉल्व गियर की मिलिंग के लिए एक विशेष काटने का उपकरण है। दांतों की एक निश्चित संख्या के भीतर गियर बनाने के लिए अलग-अलग कटर उपलब्ध हैं।


फ्लाई कटर
इन उपकरणों का कार्य फेस मिल्स के समान ही है। इनमें एक केंद्रीय निकाय होता है जो एक या दो टूल बिट्स (डबल-एंड फ्लाई कटर) रखता है।
उच्च गुणवत्ता वाली कटिंग के लिए फेस मिल बेहतर हैं। फ्लाई कटर सस्ते होते हैं और कटिंग बिट्स अक्सर दुकानों से खरीदने के बजाय मशीनिस्ट द्वारा दुकान पर बनाए जाते हैं।
खोखली चक्की
खोखली मिलें मूलतः फेस मिलों के विपरीत होती हैं। यहां, बेलनाकार परिणाम उत्पन्न करने के लिए वर्कपीस को मिल के अंदरूनी हिस्से में डाला जाता है।


रफिंग एंड मिल
जैसा कि नाम से पता चलता है, ये थोड़े से अंतर के साथ काफी हद तक अंतिम मिलें हैं। रफिंग एंड मिल में दांतेदार दांत हैं। ये नियमित एंड मिल की तुलना में काटने की प्रक्रिया को तेज़ बनाते हैं।
धातु के कटे हुए टुकड़े सामान्य से छोटे होते हैं और इसलिए उन्हें साफ करना आसान होता है। एक ही समय में कई दांत वर्कपीस के संपर्क में आते हैं। इससे बकबक और कंपन कम हो जाता है, जो अन्यथा दांतेदार दांतों के कारण बड़ा हो सकता है।
वुड्रफ़ कटर
वुड्रफ़ या कीसीट/कीवे कटर का उपयोग कीस्लॉट को भागों में काटने के लिए किया जाता है, उदाहरण के लिए, शाफ्ट। वुड्रफ कुंजी के लिए उपयुक्त स्लॉट बनाने के लिए काटने के उपकरण में बाहरी व्यास के लंबवत दांत होते हैं।


धागा मिल
इस टूल का नाम इसके उद्देश्य के बारे में वह सब कुछ बताता है जो आपको जानना आवश्यक है। थ्रेड मिलों का उपयोग टैप किए गए छेद बनाने के लिए किया जाता है।
थ्रेडिंग ऑपरेशन आमतौर पर ड्रिलिंग उपकरण पर किए जाते हैं। हालाँकि, थ्रेड मिल का उपयोग करना अधिक स्थिर है और इसमें पर्यावरण के संबंध में कम सीमाएँ हैं।




